


La empresa afrontaba diversos retos en sus líneas de producción, relacionados principalmente con:
Frente a estos desafíos, se diseñó e implementó el Proyecto FORSEN, con un enfoque integral que abarca sensorización, inteligencia artificial, trazabilidad de producto, control de calidad digitalizado y cuadros de mando analíticos.
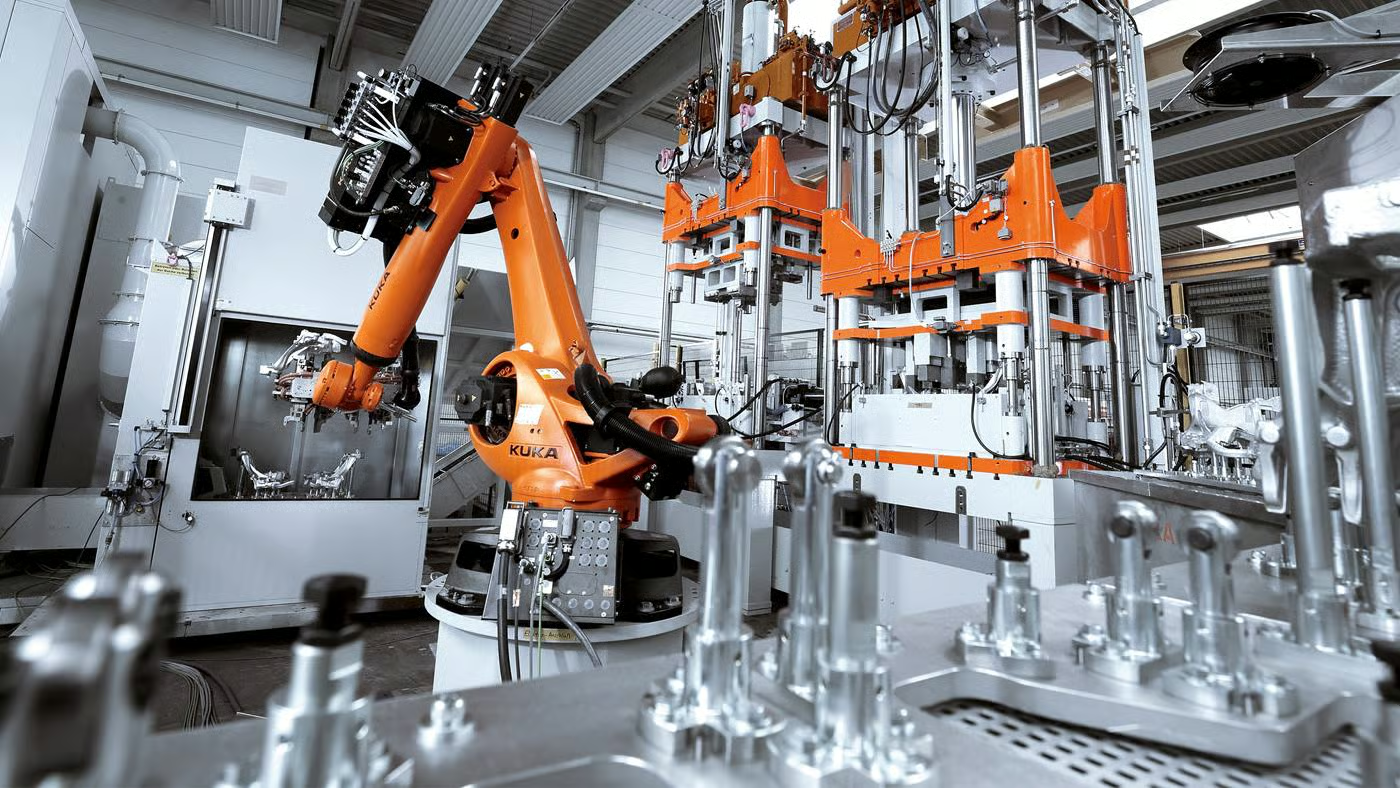
Se incorporaron diversos sensores y dispositivos, entre los que destaca la instalación de una cámara termográfica, cuya funcionalidad principal es monitorizar en tiempo real la temperatura de las matrices en diferentes etapas del proceso (recalcado, primera, preforma y segunda).
Este sistema permite la configuración de zonas de control térmico específicas, con gestión de presets según la referencia procesada. Se hace hincapié en el mantenimiento de la limpieza de la lente, debido a la sensibilidad de medición por color.
Cada pieza es identificada de forma única, lo cual habilita una trazabilidad total desde su paso por el túnel de enfriamiento hasta su integración en cajas, incluyendo:
El procedimiento de control de calidad se sistematizó para que cada caja escaneada pase por un proceso definido, que incluye:
El sistema proporciona históricos de control, visualización de atributos fuera de rango, y filtrado avanzado por fecha, matriz, colada y fabricación.
Se implementó un sistema para registrar y analizar automáticamente los tiempos de parada. Se definen dos tipos:
Estos eventos se reportan en una plataforma web para que el operario introduzca el motivo, el equipo causante, la avería y observaciones. La herramienta genera gráficos descargables con la hoja de producción, mostrando la relación entre operatividad y volumen de piezas producidas.
Se desarrollaron dos paneles principales:
La implementación del Proyecto FORSEN ha generado mejoras significativas en distintos ámbitos:
El caso FORSEN evidencia cómo la digitalización y la integración de tecnologías avanzadas —como la sensorización, trazabilidad, inteligencia artificial y análisis de datos— pueden transformar profundamente las operaciones industriales. La solución ha permitido una mejora sustancial en la eficiencia, el control de calidad y la capacidad de anticipación ante posibles fallos, consolidando una base tecnológica para la mejora continua y la excelencia operativa.
Datos Procesados
Volumen de datos procesados por la solución en el proceso de entramiento y producción.
Mejora de EGP
Mejora de la eficiencia global productiva del proyecto. Métrica que impacta a la rentabilidad de planta.
Accuracy de los modelos.
La unidad de medida que empleamos para medir la precisión de nuestros modelos y soluciones.



La empresa afrontaba diversos retos en sus líneas de producción, relacionados principalmente con:
Frente a estos desafíos, se diseñó e implementó el Proyecto FORSEN, con un enfoque integral que abarca sensorización, inteligencia artificial, trazabilidad de producto, control de calidad digitalizado y cuadros de mando analíticos.
Se incorporaron diversos sensores y dispositivos, entre los que destaca la instalación de una cámara termográfica, cuya funcionalidad principal es monitorizar en tiempo real la temperatura de las matrices en diferentes etapas del proceso (recalcado, primera, preforma y segunda).
Este sistema permite la configuración de zonas de control térmico específicas, con gestión de presets según la referencia procesada. Se hace hincapié en el mantenimiento de la limpieza de la lente, debido a la sensibilidad de medición por color.
Cada pieza es identificada de forma única, lo cual habilita una trazabilidad total desde su paso por el túnel de enfriamiento hasta su integración en cajas, incluyendo:
El procedimiento de control de calidad se sistematizó para que cada caja escaneada pase por un proceso definido, que incluye:
El sistema proporciona históricos de control, visualización de atributos fuera de rango, y filtrado avanzado por fecha, matriz, colada y fabricación.
Se implementó un sistema para registrar y analizar automáticamente los tiempos de parada. Se definen dos tipos:
Estos eventos se reportan en una plataforma web para que el operario introduzca el motivo, el equipo causante, la avería y observaciones. La herramienta genera gráficos descargables con la hoja de producción, mostrando la relación entre operatividad y volumen de piezas producidas.
Se desarrollaron dos paneles principales:
La implementación del Proyecto FORSEN ha generado mejoras significativas en distintos ámbitos:
El caso FORSEN evidencia cómo la digitalización y la integración de tecnologías avanzadas —como la sensorización, trazabilidad, inteligencia artificial y análisis de datos— pueden transformar profundamente las operaciones industriales. La solución ha permitido una mejora sustancial en la eficiencia, el control de calidad y la capacidad de anticipación ante posibles fallos, consolidando una base tecnológica para la mejora continua y la excelencia operativa.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Proyecto de detección de defectos en línea de fabricación de productos alimentarios por visión.


Predicción de futuras paradas no planificadas debidas roturas de maquinaria crítica industrial.


Modelado predictivo y optimización del rendimiento y eficiencia en función de condiciones operativas.


Proyecto de detección de defectos en línea de fabricación de productos alimentarios por visión.
.png)
Predicción de futuras paradas no planificadas debidas roturas de maquinaria crítica industrial.

Modelado predictivo y optimización del rendimiento y eficiencia en función de condiciones operativas.

Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique. Duis cursus, mi quis viverra ornare, eros dolor interdum nulla,



Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique. Duis cursus, mi quis viverra ornare, eros dolor interdum nulla,
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique. Duis cursus, mi quis viverra ornare, eros dolor interdum nulla,